Mastering Micro-Drilling: A Precision Attachment for 0.1mm Bits
Drilling holes smaller than a human hair—just 0.1 millimeters in diameter—presents extraordinary challenges. Even with a standard drill press, the risk of snapping such fragile bits is high due to minuscule runout and force sensitivity. To address this, [Mike] of Chronova Engineering engineered a specialized attachment for milling machines that provides the ultra-precise vertical movement needed for these operations. This Q&A explores the design, construction, and results of this remarkable tool, along with lessons learned about hidden mechanical flaws.
Why is drilling with a 0.1 mm drill bit so difficult?
The primary difficulty lies in the extreme precision required. A typical high-quality chuck has a runout—the amount the bit wobbles off-center—of 30 to 50 microns (0.03–0.05 mm). For a 1 mm bit, that’s acceptable, but for a 0.1 mm bit, the runout can equal nearly half the bit’s diameter. This wobble generates lateral forces that easily snap the tiny drill. Additionally, controlling the drill’s downward force and depth becomes critical; even a slight excess can break the bit. Standard drill presses lack the necessary sensitivity and low-friction movement for such delicate work.
What is the core mechanism of Chronova Engineering’s attachment?
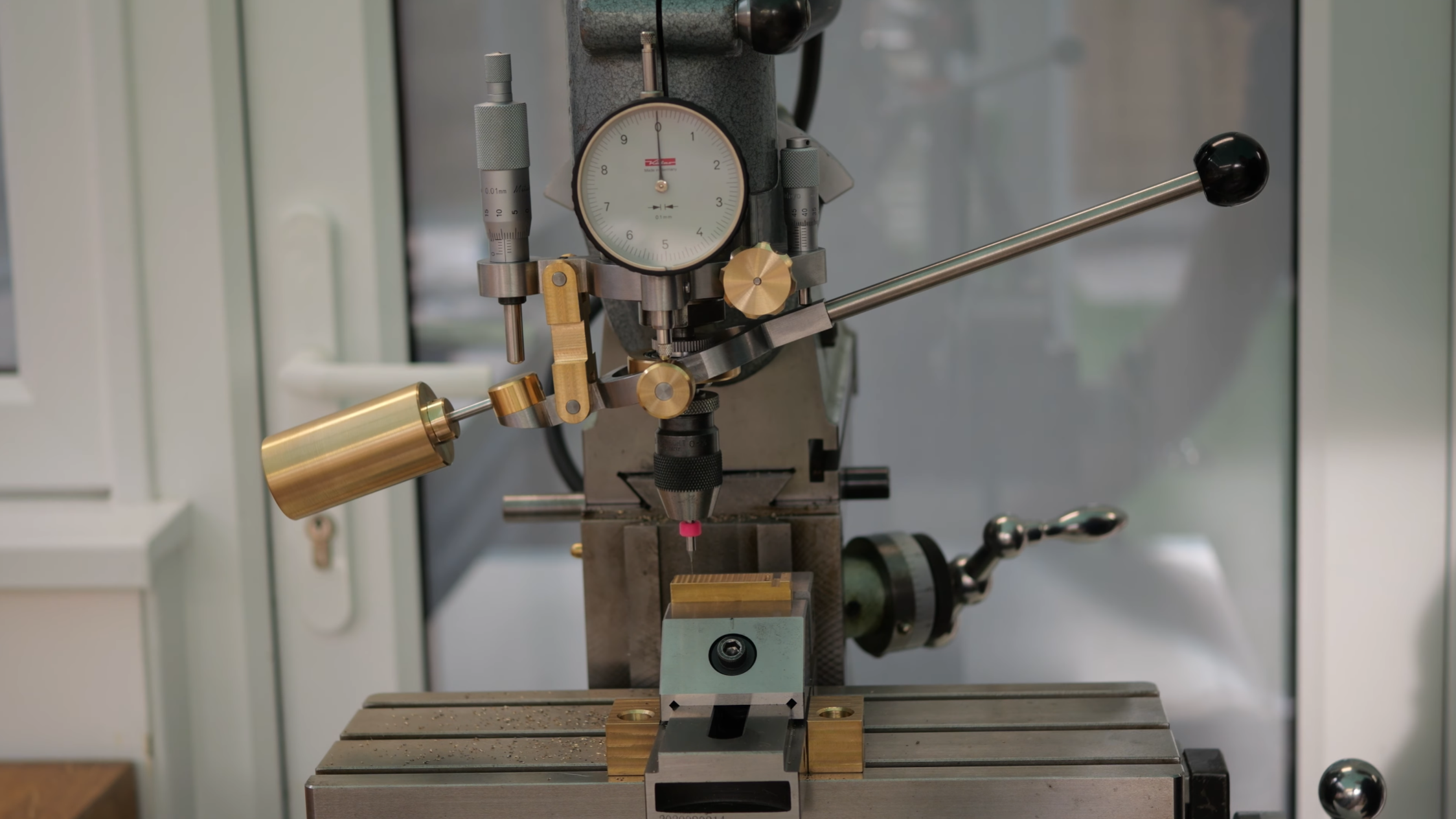
The attachment is designed to mount onto a milling machine, transferring rotation from the machine’s spindle to a second, highly precise spindle. The first spindle holds a collet that grips the milling machine’s toolholder. This rotation is then transmitted to a second spindle, which carries a runout-compensating drill chuck. The second spindle is connected to a lever system with a counterweight, allowing the user to raise and lower the entire assembly with minimal force. A dial indicator provides visual feedback on the exact depth of the bit, enabling ultra-fine adjustments. The whole setup isolates the drill bit from the milling machine’s inherent runout, giving the operator sensitive control over drilling.
How does the design minimize runout for micro-drilling?
The key to minimizing runout is the dual-spindle arrangement. By mounting a collet in the milling machine’s main spindle and then using that to drive an independent secondary spindle, any wobble from the primary spindle is not directly transmitted to the drill chuck. The secondary spindle is precisely aligned within the housing, and the runout-compensating chuck further reduces lateral deviation. Additionally, the lever and counterweight system ensures that the only force applied to the drill bit is vertical, not lateral, which prevents bending. The user can slowly advance the bit while monitoring the dial indicator, keeping runout to a minimum—initially measured as high due to a damaged collet pin, but after repair, it became negligible.
What materials were used to build the attachment, and why?
Most of the parts were machined from steel and brass, chosen for their strength, stability, and ability to be precisely machined. Steel provides durability for the load-bearing components, while brass offers low friction for sliding surfaces. The handle, however, is made from titanium—a lighter yet strong material. Using titanium reduces the overall weight of the moving assembly, decreasing inertia and allowing even finer control when pressing downward. This material choice directly improves the operator’s feel and reduces the risk of accidentally applying too much force on a tiny bit.
What unexpected problem did the builder encounter during testing?
After assembling the device and mounting it on a milling machine, initial tests showed severe runout—far worse than expected. Assuming the problem was in the attachment itself, [Mike] spent considerable time investigating and reworking parts. Ultimately, the culprit turned out to be a damaged collet locating pin on the milling machine’s spindle, not the drilling mechanism. This pin was responsible for aligning the collet carrier correctly, and its damage introduced runout that overshadowed the attachment’s precision. Once the pin was replaced, the runout dropped to acceptable levels, confirming that the attachment was well-designed but sensitive to upstream mechanical issues.
What were the test results, and how did they demonstrate the tool’s capability?
As a first test, [Mike] successfully drilled a 0.1 mm hole 1.8 mm deep into a workpiece—an impressive feat given the bit’s fragility. He then challenged himself further by drilling six 0.1 mm holes in the end of a thin steel wire. The results were not perfectly uniform; slight variations in hole placement could be observed. However, these imperfections were so minute that they could only be detected using a scanning electron microscope (SEM). This demonstrates that for practical purposes, the attachment delivers exceptional accuracy. If a bit does break, the builder notes you can dissolve it using alum powder, offering a recovery method.
For those seeking even more precise hole placement, this periscopic drilling camera might be of interest. The attachment itself proves that meticulous craftsmanship can overcome the limits of conventional drilling.